
In diesem Kursabschnitt verschaffen wir dir einen ersten Überblick zu den Verfahren des Umformens, damit du dir hierzu ein genaues Bild machen kannst.
Für ein optimales Verständnis helfen dir zwei anschauliche Beispiele zu dem Thema. Mehr zu diesem Thema und der Fertigungstechnik findest du im Kurs: FT0-Fertigungstechnik Auch interessant! Alles zur Montagetechnik von Schrauben findest du im Kurs: MO1-MontagetechnikIm zugehörigen Kurs Umformtechnik findest du dann eine sehr ausführliche Betrachtung der einzelnen Verfahren aus diesem Teil der Fertigungstechnik.
Umformen – Grundlagen
Beim Umformen wird die geometrische Form eines Stoffes geändert ohne, dass es zu einer Reduzierung des Stoffzusammenhaltes kommt.

Das bedeutet, dass eine bildsame und plastische Änderung der Form des festen Körpers auftritt, wobei Stoffzusammenhalt und Masse erhalten bleiben. Lediglich die Stoffeigenschaften können sich im Rahmen einer Umformung verändern (siehe nachfolgend).
Darüber hinaus kennzeichnet das Verfahren, dass der “Faserverlauf” (Linien innerhalb des Teils) des Rohteils erhalten bleibt und die Festigkeit sogar erhöht wird. Aus konstruktiver Sicht erlaubt das Umformen sogar komplizierte Formen unter Einhaltung der geforderten Toleranzen.
Ist eine gute Oberflächenbeschaffenheit durch den Kunden gewünscht, so kann diese ebenfalls mit Hilfe der Umformverfahren realisiert werden.
Das Verfahren hat den Vorteil, dass eine hohe Produktivität aufgrund von kurzen Fertigungszeiten und sehr guter Materialausnutzung möglich ist.
Als 2. Hauptgruppe, der insgesamt 6 Hauptgruppen der Fertigungstechnik, nimmt die Umformtechnik eine zentrale Rolle ein und steht meist im Zusammenspiel mit den anderen Hauptgruppen. Das Umformen ist nicht selten die 2. Fertigungsstufe eines Rohteils, welches mit Hilfe eines Urformverfahrens (1. Hauptgruppe) erzeugt wurde. Zeitgleich ist das Verfahren auch die Vorstufe der Verfahren aus den Hauptgruppen 3-6 (Trennen, Fügen, Beschichten & Stoffeigenschaften ändern).
Umformverfahren – Überblick der Verfahren
Es gibt sehr viele Umformverfahren, die sich teilweise sehr stark voneinander unterscheiden, aber auch in anderen Fällen sehr stark ähneln. Um dennoch eine logische Unterscheidung vornehmen zu können, unterscheiden wir zwischen den nachfolgenden Gruppen nach DIN 8580 und Folgenden.
- Druckumformen (Ausführung durch Druckkräfte) – Nach DIN 8583
- Zugdruckumformen (Kombination aus Zugkräften und Druckkräften) – Nach DIN 8584
- Zugumformen (Ausführung durch Zugkräfte) – Nach DIN 8585
- Biegeumformen (Ausführung durch Biegemomente) – Nach DIN 8586
- Schubumformen (Ausführung durch Schubkräfte) Nach DIN 8587
Bei der Durchführung der einzelnen Verfahren muss immer unterschieden werden ob die Umformung warm oder kalt erfolgt.
Eine Warmumformung beinhaltet zumeist eine Rekristallisation des Werkstoffes wodurch hohe Umformungsgrade realisiert werden können.
Anders verhält es sich bei der Kaltumformung. Hier sind die möglichen Umformungsgrade, bedingt durch die Kaltverfestigung des Werkstoffes, deutlich geringer.
Nachfolgend schauen wir uns die einzelnen Verfahren im Detail an.
Druckumformen
Bei allen Verfahren und Methoden des Druckumformens kommen Druckkräfte (Druck) zum Einsatz um eine Formänderung von Metallen oder Kunststoffen zu erzielen. In geringem Umfang trifft dies aber auch auf andere Werkstoffe wie Holz zu.
Die Grundlage für jede Umformung mittels Druck ist ein unförmiges Ausgangsmaterial, welches dann in ein Zwischenprodukt verformt wird. Du kennst letzteres vermutlich unter dem Begriff Halbzeug.
Die ursprüngliche Form bleibt nicht erhalten und eine plastische (irreversible) Verformung liegt vor.
Die Verfahren, die nach diesem Prinzip ablaufen sind
- Walzen (Warmwalzen, Kaltwalzen),
- Schmieden (Freiformen und Gesenkformen),
- Prägen (Eindrücken)
- Pressen (Durchdrücken)
Oft sind diese Verfahren aber nur ein Teilschritt der gesamten Werkstückfertigung und das Ausgangswerkstück geht anschließend in eine weitere Verarbeitung ein.
Walzen – Grundlagen
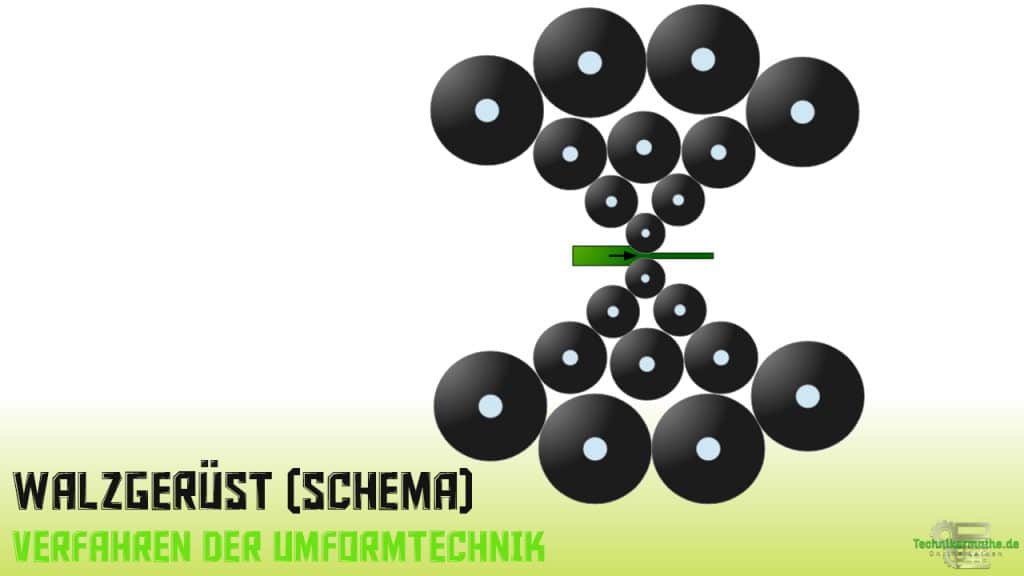
Beim Walzen werden Rohteile mit Hilfe eines oder mehrerer rotierender Werkzeuge(s) kontinuierlich oder in aufeinander folgenden Stufen umgeformt. Bei den eingesetzten Werkzeugen handelt es sich in den meisten Fällen um Walzen. Das metallische Material gleitet zwischen den beweglichen Walzkörpern hindurch und wird einem Druck ausgesetzt. Es finden ein Zusammenpressen und eine Verformung statt.
Je nach Grad der Umformung können Walzengerüste mit bis zu 20 einzelnen Walzen realisiert werden. Wie ein Walzvorgang abläuft und wie ein solches Walzgerüst aussehen kann, zeigen dir die beiden nachfolgenden Abbildungen:

Verfahren des Walzens
Grob unterscheiden lassen sich Walzverfahren hinsichtlich der Bearbeitungstemperatur in Kaltwalzverfahren und Warmwalzverfahren.
Warmwalzen: Das metallische Material wird auf eine hohe Temperatur (oberhalb der Rekristallisationstemperatur) erhitzt um die Formbarkeit zu erhöhen.
Kaltwalzen: Dieser Begriff ist ein wenig irreführend! Das metallische Material ist nicht kalt sondern wir auf eine Temperatur erwärmt, die unterhalb der Rekristallisationstemperatur liegt. Das Erzeugen von Drähten oder die Reduzierung der Dicke von Blechen wird vorrangig mit Kaltwalzen realisiert.
Walzerzeugnisse
Die Erzeugnisse aus Walzverfahren sind vielfältig, wie die nächste Übersicht zeigt:
- Walzen von Blechen
- Walzen von U-Profilen, I-Profilen, Doppel-T-Profile oder Winkeln
- Walzen von Ringen oder Rohren (nahtlos)
- Walzen von Stäben, Stangen und Drähten
Schmieden – Grundlagen
Das Schmieden kennen die meisten vermutlich aus dem Reitsport im Zusammenhang mit einem Hufschmied. Aus fertigungstechnische Sicht ist das Schmieden als Verfahren eine Zusammenfassung von Arbeitsschritten mit unterschiedlichen Techniken.

Hier wird ein metallisches Rohteil mit einer Abfolge von Schlag- und Druckkräften in eine geplante Form umgeformt. Das metallische Rohteil wird während der gesamten Bearbeitungsdauer im glühenden Zustand (Warmumformen) gehalten. Dadurch ist es möglich hochfeste und selbst komplizierte Bauteile bei geringem Materialaufwand zu fertigen.
Schmiedbare Metalle
Nicht jedes Metall eignet sich für Schmiedearbeiten und daher gilt es im Vorfeld zu klären, ob der metallische Werkstoff auch für dieses Verfahren eingesetzt werden kann. So sind Metalle wie Blei, aufgrund ihrer vergleichsweise geringen Festigkeit, eher nicht für das Schmieden geeignet. Metalle, die diese Voraussetzung jedoch erfüllen sind
- Eisen (Reinform)
- Stahl (Reinform)
- Aluminium (Reinform inkl. Knetlegierungen)
- Kupfer (Reinform inkl. Knetlegierungen)
Schmieden von Stahl
Die Schmiedbarkeit von Stahl hängt immer mit den Konzentrationen (%) von Schwefel, Phosphor und Kohlenstoff zusammen.
Stahl lässt sich nur dann ausreichend gut schmieden, wenn die im Stahl befindlichen Gehalte von Schwefel und Phosphor auch ausreichend gering ausfallen. Der Grenzwert für diese beiden Elemente darf einen Gehalt von 0,1 % Masseanteil nicht übersteigen. Alle Werte darüber erhöhen die Gefahr einer Rotbrüchigkeit oder Kaltbrüchigkeit des Metalls.
Auch ein zu hoher Anteil von Kohlenstoff im Metall reduziert die Dehnbarkeit und Schmiedbarkeit von Stahl maßgeblich.
Ein geschmiedeter Stahl weist im Vergleich zu einem nicht geschmiedeten Stahl ein höhere Belastbarkeit auf. Darüber hinaus bleibt auch nach dem Schmieden der Faserverlauf des Rohteils erhalten.
Verfahren des Schmiedens
Das Schmieden kann in zwei unterschiedliche Verfahren unterteilt werden.
- Freiformen
- Gesenkformen
Freiformen
Eine Ausprägung des Schmiedens ist das Freiformen. Das Metall läuft quer zur Bewegung des Umformwerkzeuges. Man bezeichnet die eingesetzten Werkzeuge als Sättel. Dabei übernimmt die Maschine die Werkzeugbewegung und die Steuerung der Umformkräfte.

Je exakter die Umformung ablaufen soll, desto eher empfiehlt sich die manuelle (menschengesteuerte) Bewegung des Rohteils.
Das Freiformen unterscheidet Verfahren wie das Stauchen, Rundkneten und Auftreiben. Besonders häufig wird das Freiformen für Prägevorgänge (Münzprägung) eingesetzt.
Gesenkformen
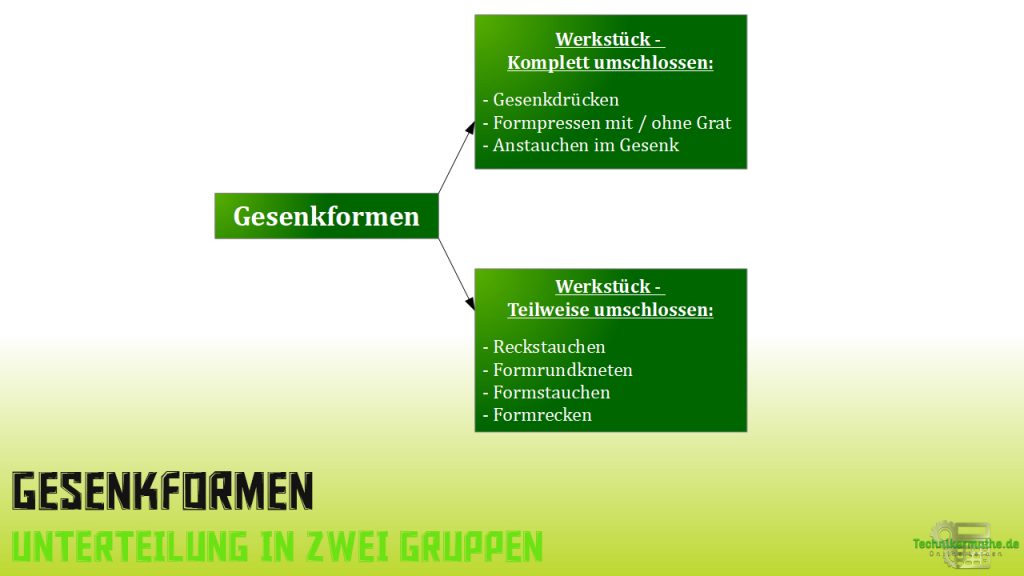
Die andere Variante des Schmiedens ist das Gesenkformen (Gesenkschmieden). Nicht selten wird das Schmieden an sich als Gesenkformen bezeichnet. Dabei wird, anders als beim Freiformen, das Rohteil ganz oder anteilig von zwei sich entgegenwirkenden Werkzeugen umgeben. Die eingesetzten Werkzeuge werden als Gesenke bezeichnet, sind aus Warmarbeitsstählen und stellen ein negatives Abbild der späteren Endform des Werkstücks dar.

Ist die Verformung abgeschlossen, so muss das Werkstück lediglich mit einem Abgratwerkzeug entgratet werden und kann anschließend verkauft werden. Der Schmiedegrat ist notwendig, weil dadurch auch gewährleistet werden kann, dass die Form komplett ausgefüllt ist.
Das Gesenkformen unterscheidet Verfahren wie das Kerben, Hohlprägen, Durchlochen sowie Einsenken und Körnen. Nachfolgend findest du noch mal eine Übersicht der Verfahren unterteilt in komplett und teilweise umschlossen.
Gegenüber dem Freiformen hat das Gesenkformen den Vorteil, dass die Werkstücke genauer und gleichmäßiger erzeugt werden, wodurch weniger Aufwand für die Nachbearbeitung betrieben werden muss. Dem gegenüber stehen die vergleichsweise hohen Kosten, wodurch dieses Verfahren erst ab einer hohen Stückzahl rentabel wird.
Prägen – Grundlagen
Das Prägen als Verfahren kennzeichnet, dass die Oberflächen des Rohlings mit Hilfe von hydraulischen Pressen umgeformt werden. Dieses Pressen ohne Zusatzwärme wird ebenfalls als Maßprägung für Münzen genutzt.
Da gerade Münzen, Schilder und Plaketten erst dadurch kenntlich werden, dass Erhöhungen und Vertiefungen vorliegen, nutzt man Prägewerkzeuge.

Verfahren des Prägens
Prägeverfahren werden nach dem Zweck in drei Gruppen unterteilt. Diese unterscheiden sich in
- Hohlprägen
- Vollprägen
- Prägerichten
Jede dieser Gruppen ist nachfolgend nochmals aufgeführt
Hohlprägen
Die finale Form erhält das bereits vorgeformte Werkstück durch Hohlprägen zwischen Obergesenk und Untergesenk.
Vollprägen
Hier werden die Werkstücke durch Eindrücken vertieft und gleichzeitig erhöht.
Prägerichten
Anders als beiden beiden anderen Gruppen, werden hier Werkstücke gerade gerichtet. Dieser Vorgang findet zwischen zwei Platten statt.
Pressen – Grundlagen
Das Pressen nutzt als Verfahren der Druckumformung eine Matrize. Unter eine Matrize versteht man eine formgebende Werkzeugöffnung, welche eine Verminderung des Querschnitts oder des Durchmessers bewirkt.
Zwei Verfahren werden hier voneinander unterschieden:
- Strangpressen
- Fließpressen
Strangpressen
Mit Hilfe des Strangpresssens lassen sich Profile, Rohre und Stäbe im warmen Zustand realisieren. Eine hohe Genauigkeit (Toleranzen) und besonders hohe Festigkeitswerte der Profile machen diese Verfahrensart sehr beliebt. Die eingesetzten Werkstoffe sind hier:
- Stähle
- Aluminium (inkl. Legierungen)
- Kuper (inkl. Legierungen)
Verfahrensarten
Beim Strangpressen unterscheiden wir zwei Verfahren voneinander. Wir unterscheiden
- Vollprofilstrangpressen
- Hohlprofilpressen.
Beide Verfahren haben gemein, dass der warme Werkstoff durch die Matrize zu einem fertigen Profil gepresst wird. Der Unterschied zwischen beiden Verfahrensarten liegt darin, dass beim Hohlprofilpressen zusätzlich ein Dorn (Lochdorn) zum Einsatz kommt.

Um die Reibung während der Umformung zu reduzieren, kommen Seifen, Fette oder Wachse zum Einsatz. Diese werden im Anschluss wieder entfernt.
Beide Verfahrensarten sind nachfolgend schematisch dargestellt.
SKIZZE
Falls besonders hohe Ansprüche gefordert sind, kann das Profil (Rohr, Stab) durch ein Ziehen in einer Ziehmatrize qualitativ verbessert werden.
Fließpressen
Das Fließpressen arbeitet nach einem anderen Prinzip. Hier wird der Rohling (Rohstück) in eine Matrize eingelegt und anschließend unter sehr hohem Druck des Stempels in einen Fließvorgang versetzt. Durch die äußere Begrenzung ist ein Abfließen von Material nicht möglich, wodurch es sich während des Fließvorgangs direkt in den Spalt zwischen Stempel und Pressbuchse bewegt.
Das Fließpressen erlaubt die Herstellung von dünnwandigen Hohlkörpern wie Zylindern (Dosen) oder Tuben. Zudem können auch Bauteile wie Kappen oder Schrauben kostengünstig in Massen hergestellt werden.

Nicht jeder Werkstoff eignet sich für dieses Verfahren. So sollte der eingesetzte Werkstoff eine niedrige Formänderungsfestigkeit aufweisen. Das beinhaltet zudem eine niedrige Streckgrenze und ein hohes Dehnungsvermögen (Duktilität).
Anders als beim Strangpressen verzichtet das Fließpressen meist auf eine zusätzliche Wärmezufuhr.
Verfahrensarten
Das Fließpressen kann in drei Verfahrensarten unterteilt werden. Wir unterscheiden
- Vorwärtsfließpressen
- Rückwärtsfließpressen
- Kombiniertes Fließpressen
Hier ist es die Fließrichtung des Materials, welche als Unterscheidungskriterium dient.
Vorwärtsfließpressen
Bei diesem Verfahren fließt der Werkstoff in die gleiche Richtung in der sich auch der Stempel bewegt.
Rückwärtsfließpressen
Bei diesem Verfahren fließt der Werkstoff in die entgegengesetzt zur Bewegungsrichtung des Stempels. Es findet ein Fluss aus der Matrize heraus statt.
Kombiniertes Fließpressen
Hier fließt der Werkstoff sowohl in die Richtung des Stempels als auch in die entgegengesetzte Richtung.
Jeder der drei Verfahrensarten ist nachfolgend als Schema dargestellt:
Nachdem wir uns jetzt einen ausreichenden Überblick bezüglich der 2. Hauptgruppe verschafft haben, wenden wir uns jetzt dem Trennen der dritten Hauptgruppe zu.
Was gibt es noch bei uns?
Optimaler Lernerfolg durch tausende Übungsaufgaben

Quizfrage 1
Quizfrage 2
“Wusstest du, dass unter jedem Kursabschnitt eine Vielzahl von verschiedenen interaktiven Übungsaufgaben bereitsteht, mit denen du deinen aktuellen Wissensstand überprüfen kannst?”

Was ist Technikermathe?
Unser Dozent Jan erklärt es dir in nur 2 Minuten!
Oder direkt den > kostenlosen Probekurs < durchstöbern? – Hier findest du Auszüge aus jedem unserer Kurse!
Geballtes Wissen in derzeit 26 Kursen
Hat dir dieses Thema gefallen? – Ja? – Dann schaue dir auch gleich die anderen Themen zu den Kursen
WT3 (Werkstoffprüfung) und
TM1 (Technische Mechanik – Statik) an.
Perfekte Prüfungsvorbereitung für nur 14,90 EUR/Jahr pro Kurs
++ Günstiger geht’s nicht!! ++
Oder direkt Mitglied werden und Zugriff auf alle 26 Kurse (inkl. Webinare + Unterlagen) sichern ab 7,40 EUR/Monat ++ Besser geht’s nicht!! ++
Social Media? - Sind wir dabei!



Dein Technikermathe.de-Team

