
In diesem ersten Kursabschnitt stellen wir dir Fertigungsverfahren vor, damit du dir hierzu ein genaues Bild machen kannst.”
Für ein optimales Verständnis helfen dir zwei anschauliche Beispiele zu dem Thema. Mehr zu diesem Thema und der Fertigungstechnik findest du im Kurs: FT0-Fertigungstechnik Auch interessant! Alles zur Montagetechnik von Schrauben findest du im Kurs: MO1-Fertigungstechnik
Fertigungsverfahren – Einführung
Oft können Werkstücke durch unterschiedlicher Fertigungsverfahren hergestellt werden.

Am Beispiel von Zahnrädern und den Verfahren des Gießens und des Schmiedens möchten wir nun die Eigenschaften und Auswahlkriterien von Fertigungsverfahren näher beleuchten. Am Ende folgt noch ein Fallbeispiel zu Blechen, die im Fahrzeugbau eingesetzt werden.
Zahnräder
Zahnräder sind Werkstücke, die hier als erstes Musterbeispiel dienen sollen.

So kann ein Zahnrad durch
- Schmieden,
- Walzfräsen,
- Wälzhobeln,
- Gießen
oder
- Sintern
sowie
- weitere Fertigungsverfahren
hergestellt werden.
Die Unterschiede zwischen den genannten Verfahren bestehen darin, dass die erreichbare Genauigkeit, die Rauheit und die Bearbeitungszeit teilweise stark variieren.
Hinzu kommt, dass jeweils unterschiedliche Maschinen und Werkzeuge für die Fertigung benötigt werden.
Auch die Flexibilität der Fertigung ist von Verfahren zu Verfahren unterschiedlich. Dies kann sich in der Anzahl der Werkstücke, als auch auf die Bandbreite der möglichen Einsatzwerkstoffe und möglichen Formen (Gestaltmerkmale) beziehen.
Genauigkeit der Fertigungsverfahren
Fertigungsverfahren wie das Schmieden oder das Gießen sind im Vergleich zu anderen Verfahren relativ ungenau, haben aber den Vorteil, dass sie die Herstellung von großen Stückzahlen zu geringen Stückkosten möglich machen.

Fertigungsverfahren wie das Fräsen oder Schleifen hingegen erlauben eine hohe Genauigkeit bei vergleichsweise geringem Bearbeitungsaufwand.

Vorarbeit
Diese beiden genannten Verfahren zählen aber auch zu den Verfahren, für die im Vorfeld Formen oder Modelle (Gießen) sowie Gesenke (Gesenkschmieden) erstellt werden müssen.

Jeder nachträglichen Anpassung und gewünschten Änderung des Werkstückes geht eine erneute Erzeugung der Formen, Modelle und Gesenke voraus.
Hinzu kommt, dass Formen, Modelle und Gesenke sehr kostspielig sind, weshalb im Vorfeld für beide Verfahrensarten geklärt werden muss, ob eine ausreichend große Stückzahl an Werkstücken gefertigt wird.
Werkstoffeinsatz bei den Fertigungsverfahren
Der Werkstoffeinsatz für die Verfahren des Gießens oder des Schmiedens beschränkt sich ausschließlich auf metallische Werkstoffe. Andere Werkstoffe wie Kunststoffe, Keramiken oder Hölzer können mit diesen beiden Verfahren nicht bearbeitet werden.

Speziell das Fräsen und Schleifen ist bei beinahe jedem Werkstück möglich und das selbst bei geringen Stückzahlen mit unterschiedlichsten Formen.
Kombinierbarkeit
Um ein bestmögliches Endergebnis für ein Werkstück zu erzielen, kombiniert man unterschiedliche Fertigungsverfahren in logischer Reihenfolge miteinander. Eine logische Reihenfolge ist wichtig.

Würde man beispielsweise ein Werkstück zuerst schleifen um es anschließend mit einer Schneide zu halbieren, würde dies ein erneutes Schleifen nach sich ziehen. Der Schleifaufwand würde sich demnach fast verdoppeln.
Oft verfährt man in zwei Schritten. Halbzeuge, also Produkte, die auf jeden Fall noch eine Nachbearbeitung benötigen, wie Bleche, Barren, Brammen oder Stangen werden in den meisten Fällen mit “groben” Verfahren wie dem Gießen, Schmieden oder auch Sintern hergestellt.
Da der Zustand der Halbzeuge nach der Erzeugung alles andere als optimal ist, kommen anschließend präzisere und flexiblere Verfahren zum Einsatz. Nach der finalen Bearbeitung liegt das Endprodukt vor.
Fallbeispiel: Bleche – Vom Eisenerz zum Karosserieteil
Der Weg zu einem Blech beginnt beispielsweise im Hochofen, hier wird aus Eisenerz, Möller und Zuschlägen mit Hilfe von Hitze und Sauerstoff im Rahmen des Boudouard-Gleichgewichts flüssiges Roheisen gewonnen.

Hat sich am Boden des Hochofen/Schmelzofens ausreichend flüssiges Metall gesammelt, so wird die Schmelz abgestochen.

Nach dem Abstechen der Schmelze wird diese in Brammen (ca. 10-25 m lange Blöcke) gegossen.

Diese Brammen werden in einem anschließenden Umformungsverfahren, dem Walzen, zu einem dünnen Blech verarbeitet.

Falls erforderlich können diese Bleche eine Wärmebehandlung (Zwischenglühen) erfahren um gewünschte Werkstoffeigenschaften einzustellen.

Nachdem das Blech aufgerollt wurde, kann es nach einer Abkühlzeit weiter verwendet werden.

Im Fahrzeugbau werden aus diesen Blechen Formen ausgestanzt, die anschließend durch Biegen und Tiefziehen zu Karosserieteilen und anderen Fahrzeugteilen geformt werden.
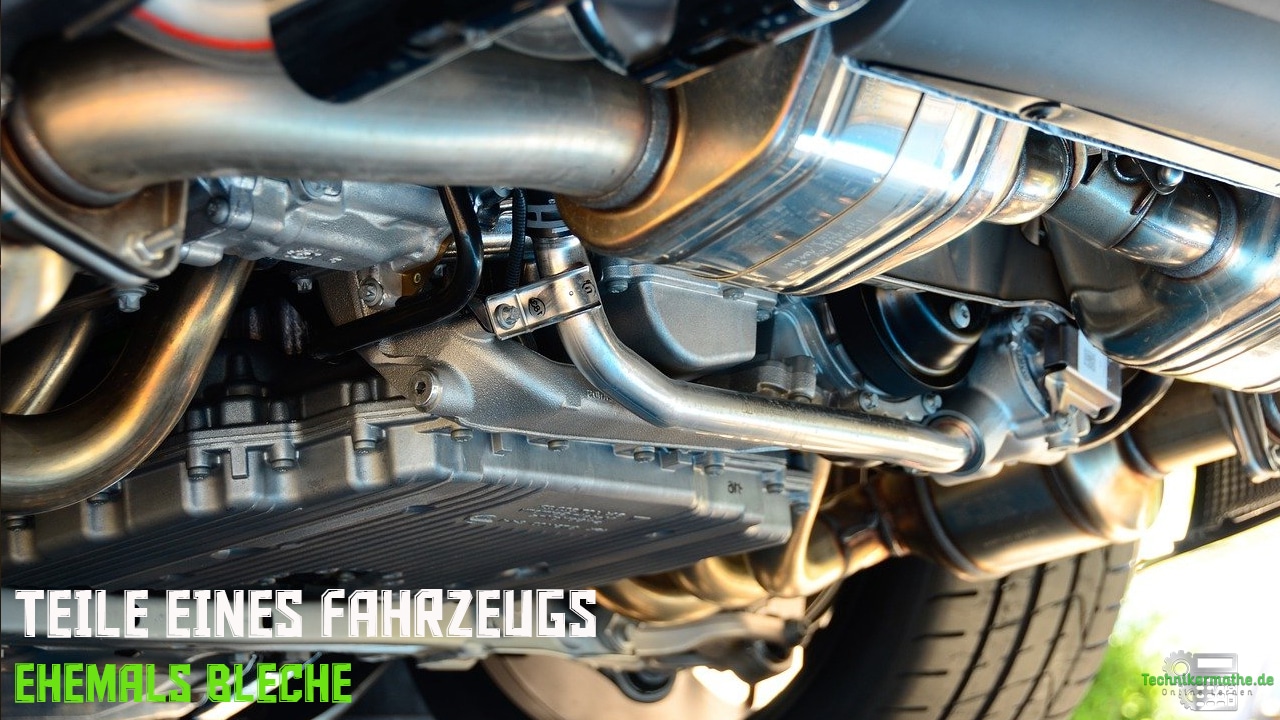
In vielen Fällen schließt sich dann noch ein Fügevorgang an, der einzelne Karosserieteile miteinander durch Schweißen, Nieten, Verschrauben oder Clinchen miteinander verbindet.
Hinzukommen anschließend oder auch davor Feinarbeiten wie das Schleifen.

Ist das Karosserieteil fertig, so wird es in der Lackiererei mit einer Farbschicht überzogen. Dieser Vorgang läuft in den großen Automobilwerken durch ein Durchfahren der Karosserie in einem Tauchbecken ab oder durch den Einsatz von Industrierobotern (Lackierroboter).

Wie du siehst, kommen in diesem Fall alle Hauptgruppen mit mindestens einem Verfahren zur Anwendung. Obwohl dies nicht immer der Fall ist, zeigt dieses Fallbeispiel wie komplex die Herstellung eines Endproduktes ausfallen kann und wie viele einzelne Herstellungsschritte hier erforderlich sind.

Fassen wir noch mal die Schritte zusammen und ordnen sie den Kategorien zu:
- Gießen = Hauptgruppe 1 (Urformen)
- Walzen = Hauptgruppe 2 (Umformen)
- Wärmebehandeln = Hauptgruppe 6 (Stoffeigenschaften ändern)
- Stanzen = Hauptgruppe 3 (Trennen)
- Biegen = Hauptgruppe 2 (Umformen)
- Schweißen, Nieten, Verschrauben, Clinchen = Hauptgruppe 4 (Fügen)
- Schleifen = Hauptgruppe 3 (Trennen)
- Lackieren = Hauptgruppe 5 (Beschichten)
Schritte 1-3 = Grobarbeit
Schritte 4-8 = Feinarbeit
In manchen Fallen durchlaufen Werkstücke genau die Reihenfolge der Hauptgruppen/Verfahren wie sie in der DIN 8580 angegeben sind. Andere Verfahren hingegen bestehen lediglich aus zwei Fertigungsschritten bis zur Fertigstellung eines Werkstücks.
Was gibt es noch bei uns?
Optimaler Lernerfolg durch tausende Übungsaufgaben

Quizfrage 1
Quizfrage 2
“Wusstest du, dass unter jedem Kursabschnitt eine Vielzahl von verschiedenen interaktiven Übungsaufgaben bereitsteht, mit denen du deinen aktuellen Wissensstand überprüfen kannst?”

Was ist Technikermathe?
Unser Dozent Jan erklärt es dir in nur 2 Minuten!
Oder direkt den > kostenlosen Probekurs < durchstöbern? – Hier findest du Auszüge aus jedem unserer Kurse!
Geballtes Wissen in derzeit 26 Kursen
Hat dir dieses Thema gefallen? – Ja? – Dann schaue dir auch gleich die anderen Themen zu den Kursen
WT3 (Werkstoffprüfung) und
TM1 (Technische Mechanik – Statik) an.
Perfekte Prüfungsvorbereitung für nur 14,90 EUR/Jahr pro Kurs
++ Günstiger geht’s nicht!! ++
Oder direkt Mitglied werden und Zugriff auf alle 26 Kurse (inkl. Webinare + Unterlagen) sichern ab 7,40 EUR/Monat ++ Besser geht’s nicht!! ++
Social Media? - Sind wir dabei!



Dein Technikermathe.de-Team

