
Mehr zu diesem Thema und der Werkstofftechnik findest du im Kurs: WT3-Werkstoffprüfung
“Die plastische Verformung eines Körpers liegt vor, wenn er nach der Entlastung nicht wieder von allein seine ursprüngliche Form annimmt.”
“Die elastische Verformung eines Körpers liegt vor, wenn er nach der Entlastung von allein wieder seine ursprüngliche Form annimmt.”
Grundlagen zur Verformung
Spannungen innerhalb eines Werkstoffes entstehen durch eine mechanische Beanspruchung von außen. Dabei kann es sowohl zu elastischen, also reversiblen, oder plastischen, also irreversiblen Verformungen kommen.
- Elastische, reversible Verformung – Verformung bildet sich nach der Beanspruchung wieder zurück.
- Plastische, irreversible Verformung – Verformung bleibt auch nach der Entlastung bestehen.
Ob es zu einer elastischen, plastischen Verformung oder gar zum Bruch kommt, hängt von der Festigkeit des Werkstoffes ab.
Die Festigkeit ist der innere Widerstand des Werkstoffes gegenüber Änderungen von dessen Form ausgelöst durch äußere Kräfte.
++ Videoclip – Festigkeit ++
Auch die Temperatur spielt hier wieder eine entscheidende Rolle im Rahmen der Belastung, aber auch bereits im Vorfeld bei der Erzeugung des Werkstoffes.
So weisen kalt umgeformte metallische Werkstoffe andere Eigenschaften auf als Werkstoffe im ursprünglichen Gusszustand oder infolge einer Glühbehandlung.
Mechanische Beanspruchung
Bevor uns jetzt die einzelnen Arten der Verformung genauer anschauen, wollen wir im Vorfeld klären was die mechanische Beanspruchung ist, die die Verformung überhaupt erst verursacht.
Die Mechanische Beanspruchung ist das Einwirkung von Kräften oder Momenten auf feste Körper.
Das Maß mit dem die mechanische Beanspruchung erfasst wird ist die Spannung.
Formal ergibt sich die Spannung aus dem Quotienten von Beanspruchungshöhe und Querschnittsfläche.

Dabei müssen wir immer zwischen zwei Formen der Spannung unterscheiden.
- Normalspannung

- Tangentialspannung

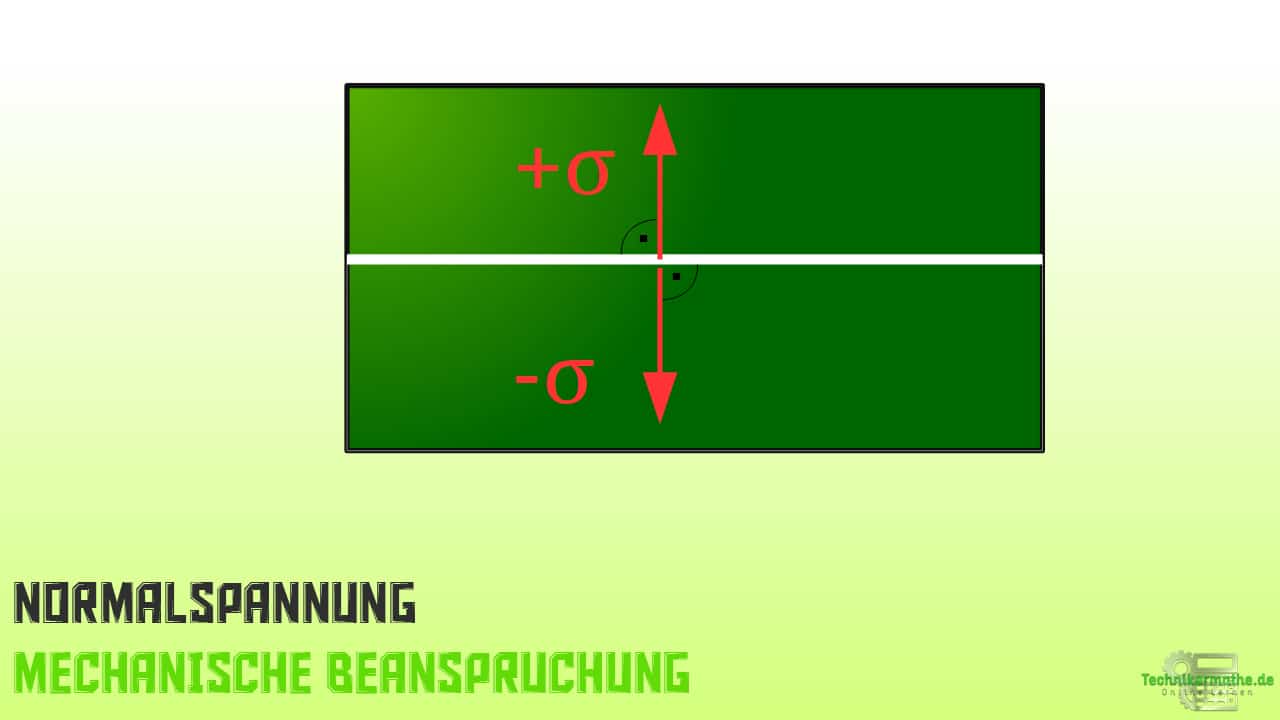
Normalspannung
Die Normalspannung wirkt immer senkrecht auf die Querschnittsfläche des Werkstoffs.
Hier werden folgende Spannungen berücksichtigt:
- Zugspannungen
- Druckspannungen
- Biegespannungen
Zugspannung & Druckspannung – Formeln
 – Zugspannung
– Zugspannung
 – Druckspannung
– Druckspannung
Kennzahlen:
 = Zugspannung
= Zugspannung
 = Druckspannung
= Druckspannung
 = Normalkraft
= Normalkraft
 = Querschnittsfläche
= Querschnittsfläche
Biegespannung – Formel
 – Biegespannung
– Biegespannung
Kennzahlen:
 = Biegespannung
= Biegespannung
 = Biegemoment
= Biegemoment
 = Widerstandsmoment
= Widerstandsmoment
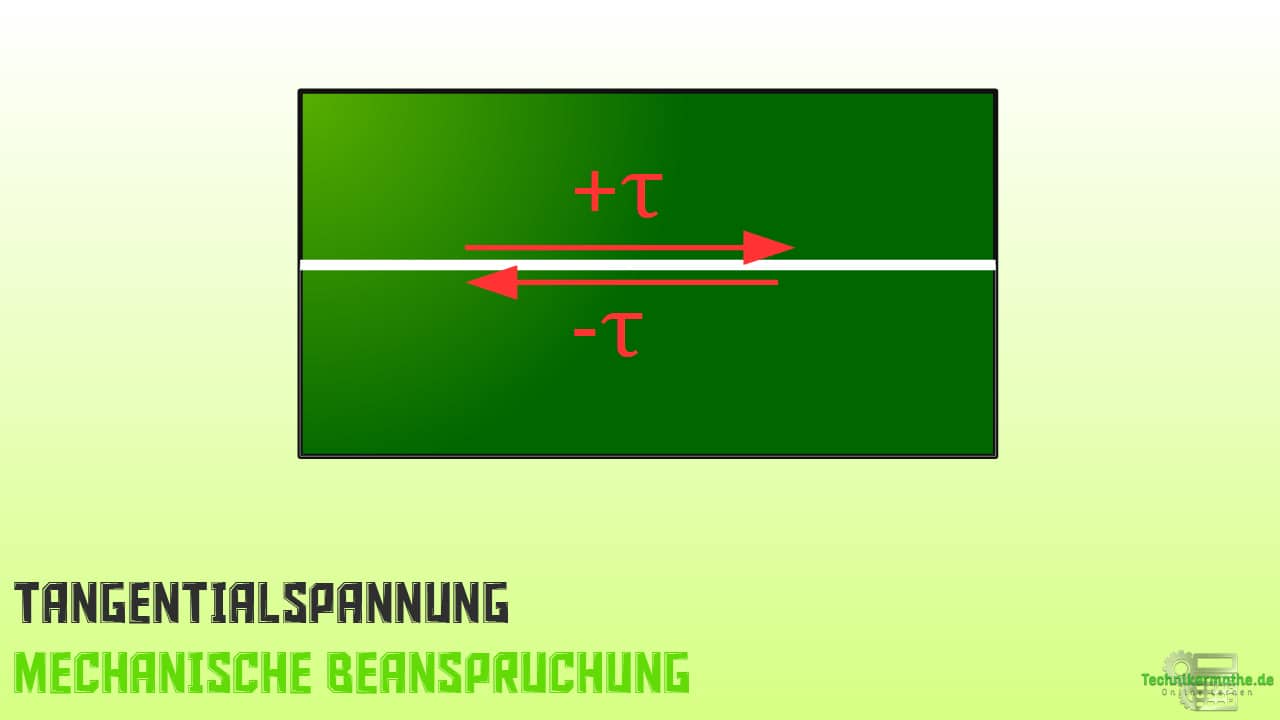
Tangentialspannung
Die Tangentialspannung wirkt immer in der Ebene und bewirkt eine gegenseitige Verschiebung zweier Bereiche im Werkstoff.
Hier werden folgende Spannungen berücksichtig:
- Scherspannungen
- Schubspannungen
- Torsionsspannungen
Scherspannung – Formel
 Scherspannung
Scherspannung
Kennzahlen:
 = Scherspannung
= Scherspannung
 = Scherkraft
= Scherkraft
 = Scherfläche
= Scherfläche
Einheit der Spannung

oder

Bei einer Spannung gilt immer das Prinzip von Ursache und Wirkung.
Ursache = Spannung
Wirkung = Formänderung
Dabei bewirkt jede Spannung zumindest kurzfristig eine bleibende Änderung der Form.
In der Literatur der Werkstofftechnik findest du unterschiedliche Bezeichnungen für die Änderung der Werkstoffgeometrie:
- Umformung: Wird in der Fertigungstechnik, genauer gesagt in der Umformtechnik für die Formänderung genutzt.
- Formänderung: Dieser Begriff wird vorrangig in der Festigkeitslehre/Elastostatik genutzt.
- Deformation: Diesen Begriff findest du besonders häufig in der Werkstofftechnik wieder
- Verformung: Auch diesen Begriff liest du am häufigsten in der Werkstofftechnik.
Diese Angaben sind natürlich nicht in Stein gemeißelt und können sehr wohl in anderen Studienbereichen auftauchen. Aber zumindest hast du jetzt eine Ahnung davon, dass mit allen Begriffen die gleiche Änderung der Maße an Werkstoffen gemeint ist.
Elastische Verformung / Reversible Verformung
“Die elastische Verformung tritt nur so lange auf, wie eine Spannung auf das Bauteil einwirkt.”
++ Videoclip – Elastische Verformung ++
In der nächsten Abbildung ist die elastische Verformung schematisch dargestellt.
Der Werkstoff verhält sich also rein elastisch und die Formänderung geht nach der Entlastung wieder auf den Wert 0 zurück. Das Bauteil hat dann wieder seine Ausgangsform. Hier muss aber schon einmal erwähnt werden, dass eine elastische Nachwirkung besteht und die Ausgangsform erst nach einer gewissen Erholungsphase wieder erreicht wird.
Das elastische Verhalten eines Bauteils hängt immer von dessen gemittelten Gleitmodul und Elastizitätsmodul ab. Gemittelt, da sich beide Module innerhalb der Kristallite unterschiedlich stark ausprägen können, es dann aber in Berechnungen zu umfangreich wird.
Zudem müssen wir unterscheiden zwischen einem duktilen und einem spröden Werkstoff.
- Duktile Werkstoffe weisen eine gute Elastizität auf.
 %
% - Spröde Werkstoffe hingegen haben eine sehr geringe Elastizität.
 %
%
Duktile Werkstoffe: Die meisten Metalle und Legierungen, sowie viele Kunststoffe und Naturstoffe wie Hölzer.
Spröde Werkstoffe: Die meisten Keramiken, Graphit, Glas, einige Kunststoffe und Gestein.
Die Duktilität ist die Eigenschaft eines Werkstoffes sich vor dem Eintreten eines Bruchs zu verformen.
Glas hat eine sehr niedrige Duktilität und bricht ohne ersichtlicher Verformung. Viele Stahlsorten lassen sich um bis zu 25 % verformen bevor der Bruch eintritt. Gold besitzt sogar eine besonders hohe Duktilität, weshalb es sich bis auf weniger Atomlagen verformen lässt. Blattgold wird daher gerne für Beschichtungen genutzt.
Elastische Formänderungen bestehen nur so lange wie Spannungen wirken!
Im Normalfall gilt, dass alle Bauteile im Maschinenbau nur elastisch verformt werden dürfen. Hierzu zählen
- Federn (Zugfedern, Druckfedern, Torsionsfedern, usw.)
- Wellen (Vollwellen, Hohlwellen, Profilwellen, usw.)
- Zahnräder (mit unterschiedlichen Verzahnungen und Größen)
Denn damit die Bauteile ihre Funktion bei einer dynamischen Beanspruchung überhaupt erfüllen können, muss die Formänderung begrenzt sein.

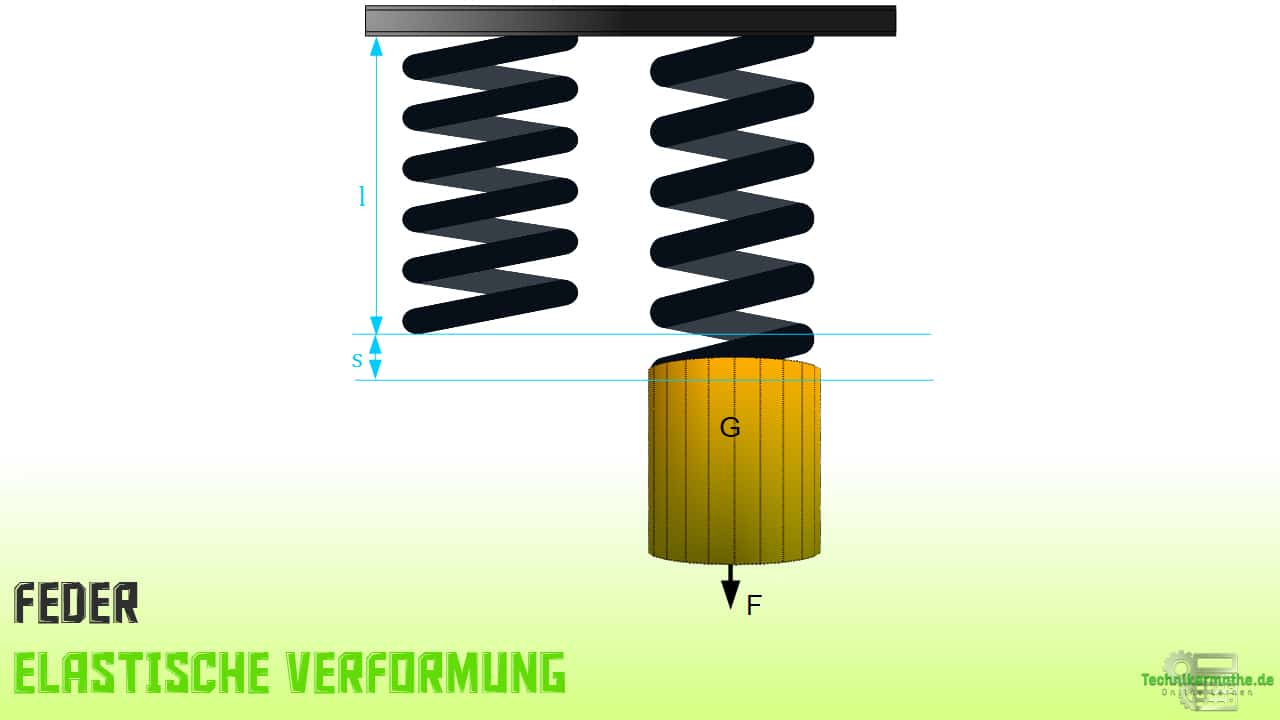
Elastische Verformung einer Feder
Bei einer Feder, die den elastischen Bereich in den meisten Fällen vollständig ausnutzt, ist es möglich die Verformung durch den Federweg in Abhängigkeit von der Federkraft darzustellen.
Die Lineare Federkennlinie stellt diese Relation im Diagramm dar.
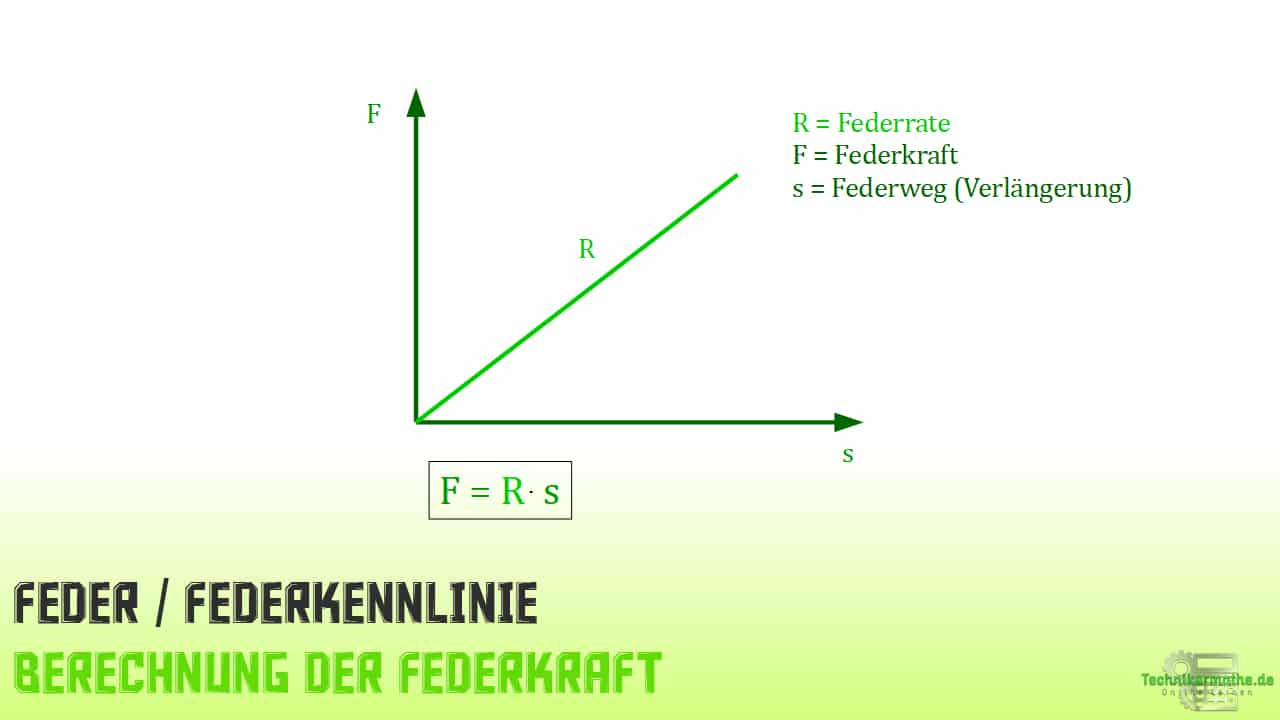
Darstellung einer Federbewegung.
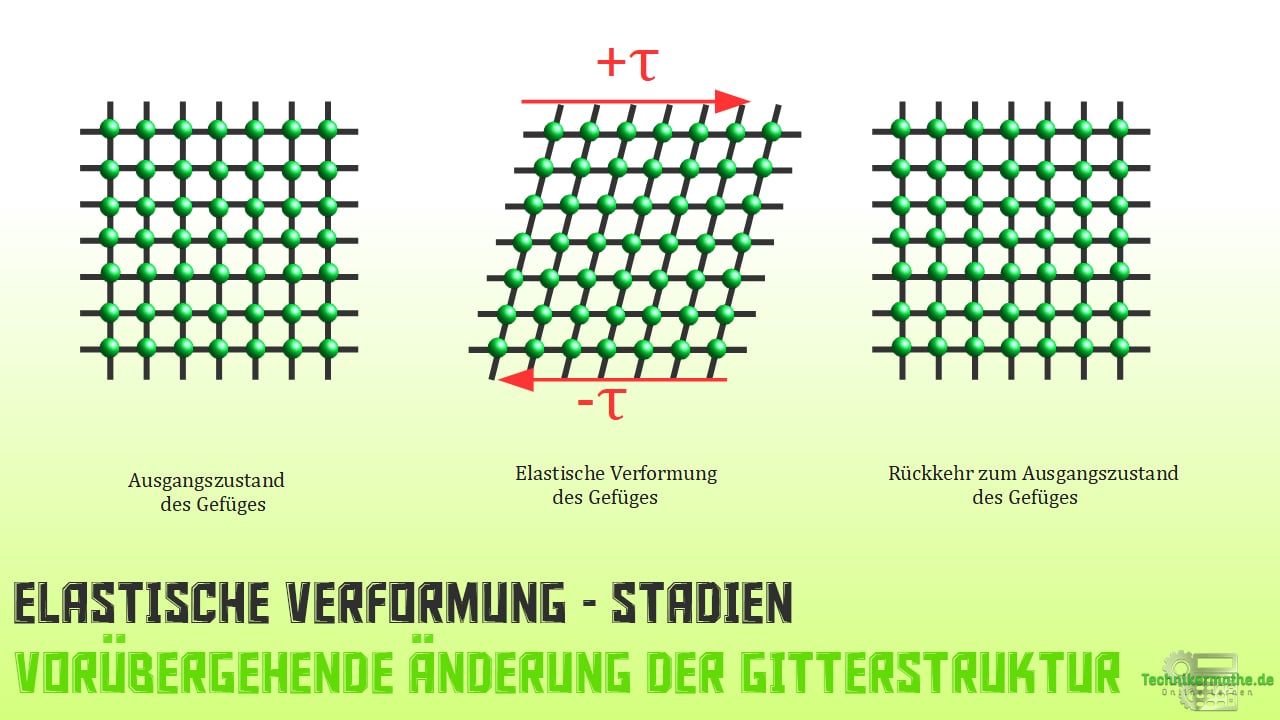
Unter dem Mikroskop kann man sich die Wirkung der Spannung auf das Gefüge wie folgt vorstellen:
Die Atomabstände ändern sich bei der elastischen Verformung nur geringfügig. Aufgrund der geringen Kräfte ist jedoch ausgeschlossen, dass die Atome anfangen zu wandern und dann folglich die Bindungen überwindet.
Wie das aussehen kann, ist in der nächsten Abbildung dargestellt:
Plastische Verformung / Irreversible Verformung
Eine plastische Verformung liegt immer dann vor, wenn nach der Entlastung eines Werkstoffes bei vorangegangener Belastung eine Formänderung bestehen bleibt. Alternativ spricht man auch von einer bleibenden Verformung.
++ Videoclip – Plastische Verformung ++
Einfach ausgedrückt heißt das:
„Die irreversible Verformung bleibt auch dann bestehen, wenn keine Spannung mehr auf den Werkstoff einwirkt. Sie ist die Grundlage für die Umformtechnik.“
Du solltest dir merken, dass die maximale Verformung immer auch einen Anteil einer elastischen Verformung beinhaltet und nach der Entlastung dieser Verformungsbetrag sich wieder zurückbildet, jedoch nicht wieder ein seine Ausgangsform zurückkehrt. Die Differenz aus maximaler Verformung und elastischer Verformung ist dann die plastische Verformung.
Maximale Verformung – Elastische Verformung = Plastische Verformung
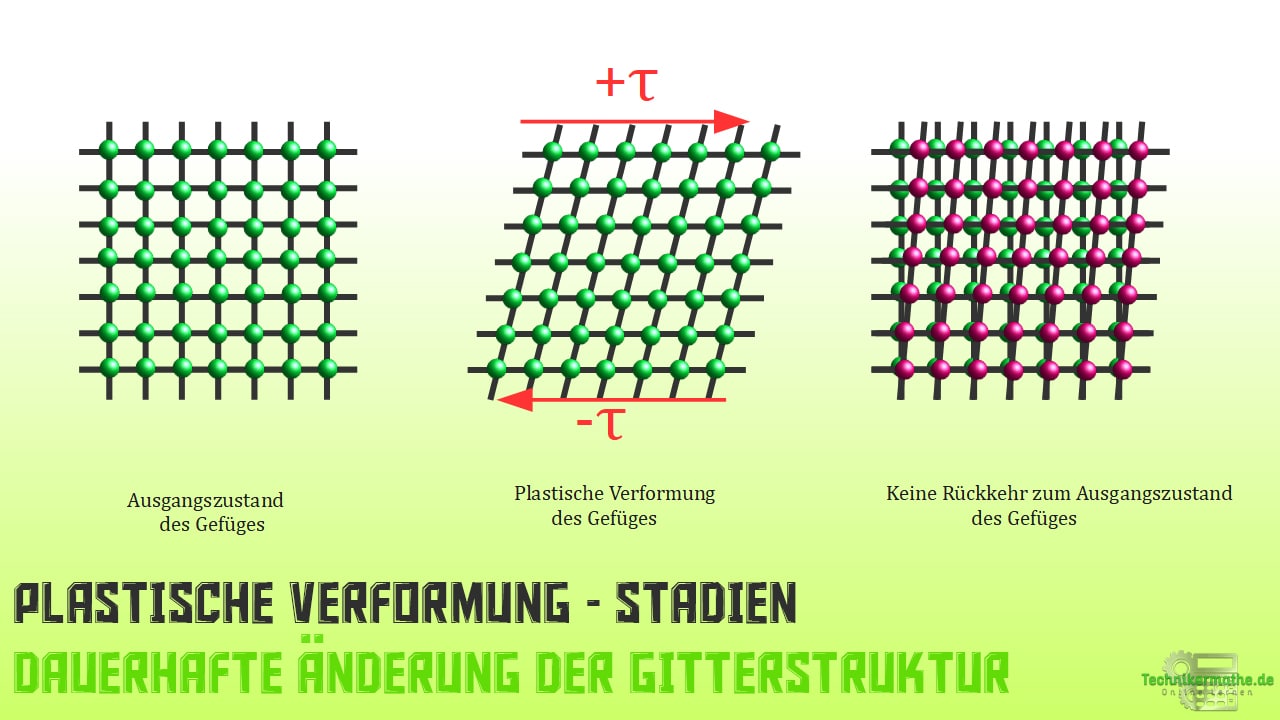
Wie eine plastische Verformung abläuft, siehst du in der nächsten Abbildung dargestellt:

Auf der Gitterebene sieht das dann wie folgt aus:
Plastische Verformung an Bauteilen
An Maschinenteilen, Konstruktionsteilen oder Fahrzeugteilen darf keine irreversible Formänderung auftreten. Denn diese würde die Sicherheit und Funktionstüchtigkeit an den betroffenen Bauteilen direkt gefährden.
Demnach müssen die vorliegenden Spannungen immer kleiner sein als die maximal zulässigen Spannungen. Letztere liegen weit unterhalb der Fließgrenze des Werkstoffes. Formal sieht das wie folgt aus:


Innerhalb der Umformtechnik wählt man die Umformwerkzeuge deshalb so, dass die mechanische Beanspruchung des Werkstoffes so hoch gewählt wird, dass ein Fließverhalten erreicht wird, welches die gewünschte Formänderung erzeugt.
Beispiele für Bereiche in denen eine plastische Verformung bewusst durchgeführt sind, finden sich beinahe ausschließlich in der Umformtechnik wieder:
- Biegeumformung: Biegen
- Zugumformung: Längen, Weiten
- Zugdruckumformung: Drücken, Tiefziehen
- Druckumformung: Warmwalzen, Kaltwalzen, Gesenkformen.
Wie eine plastische Verformung durch Walzen aussehen kann, siehst du in der nächsten Abbildung
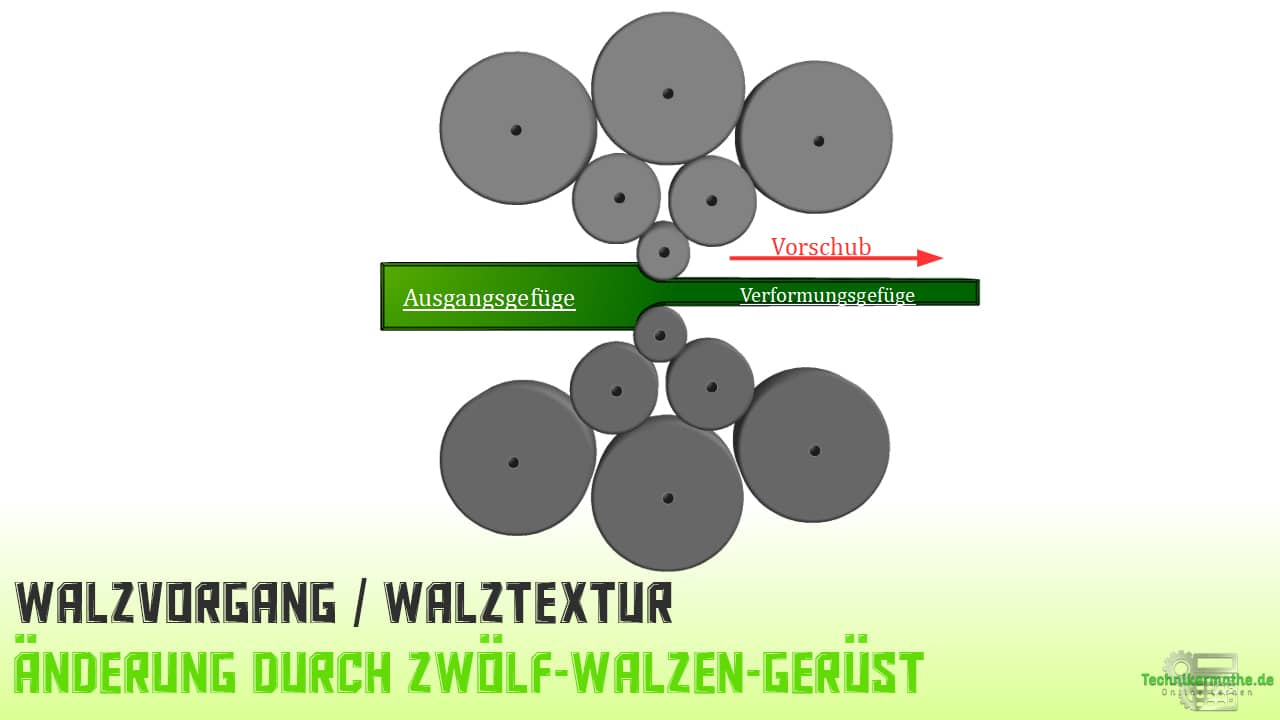
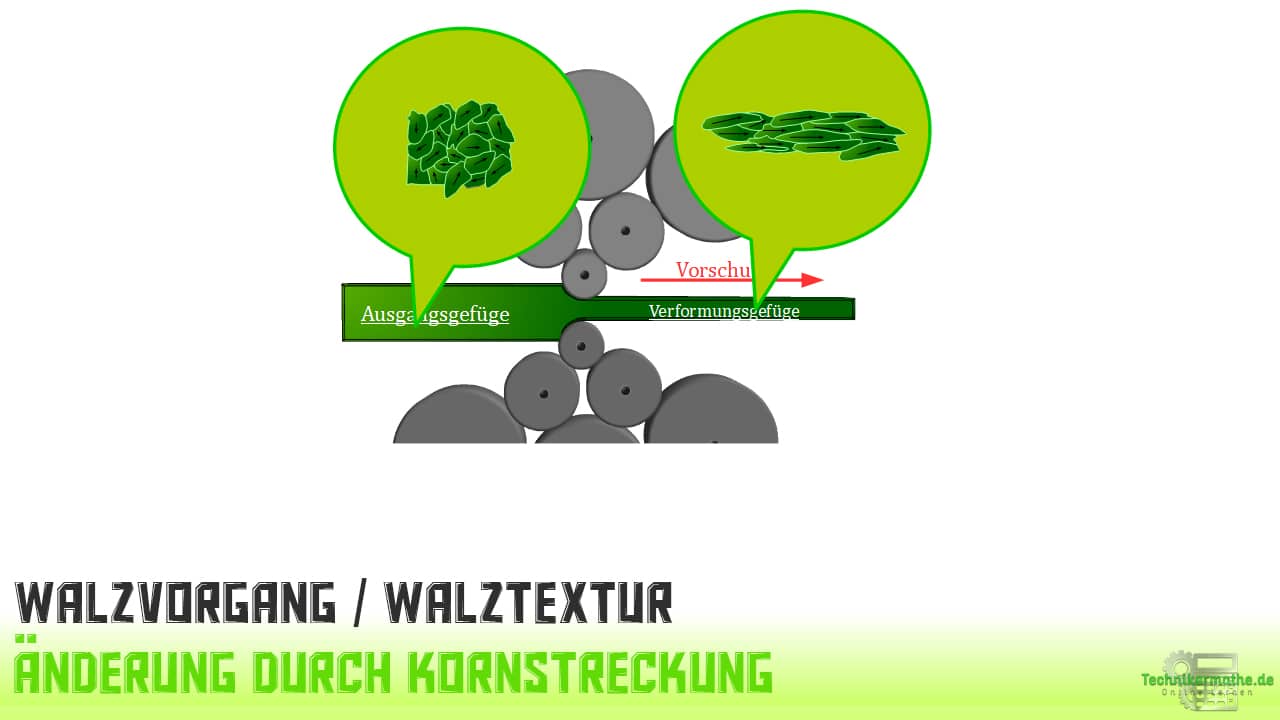
Nach dem Walzvorgang hat sich im Werkstoff eine Walzstruktur ausgebildet, dieses Gefüge ist im Gegensatz zum Ausgangsgefüge verändert. Diesen Unterschied siehst du in der nächsten Abbildung:
Mechanismen während der Plastischen Verformung
Während der plastischen Verformung treten zwei Mechanismen auf.
- Fließvorgang
- Verfestigung
Fließvorgang
Wird die Fließgrenze im Werkstoff als Folge einer äußeren Kraft überschritten, so tritt ein mehrfaches Wandern von Versetzungen ein. Dieser Vorgang erfolgt in Richtung der Gleitebenen.
In der nächsten Abbildung siehst du den Vorgang des Gleitens infolge einer Schubspannung bei einer Stufenversetzung:
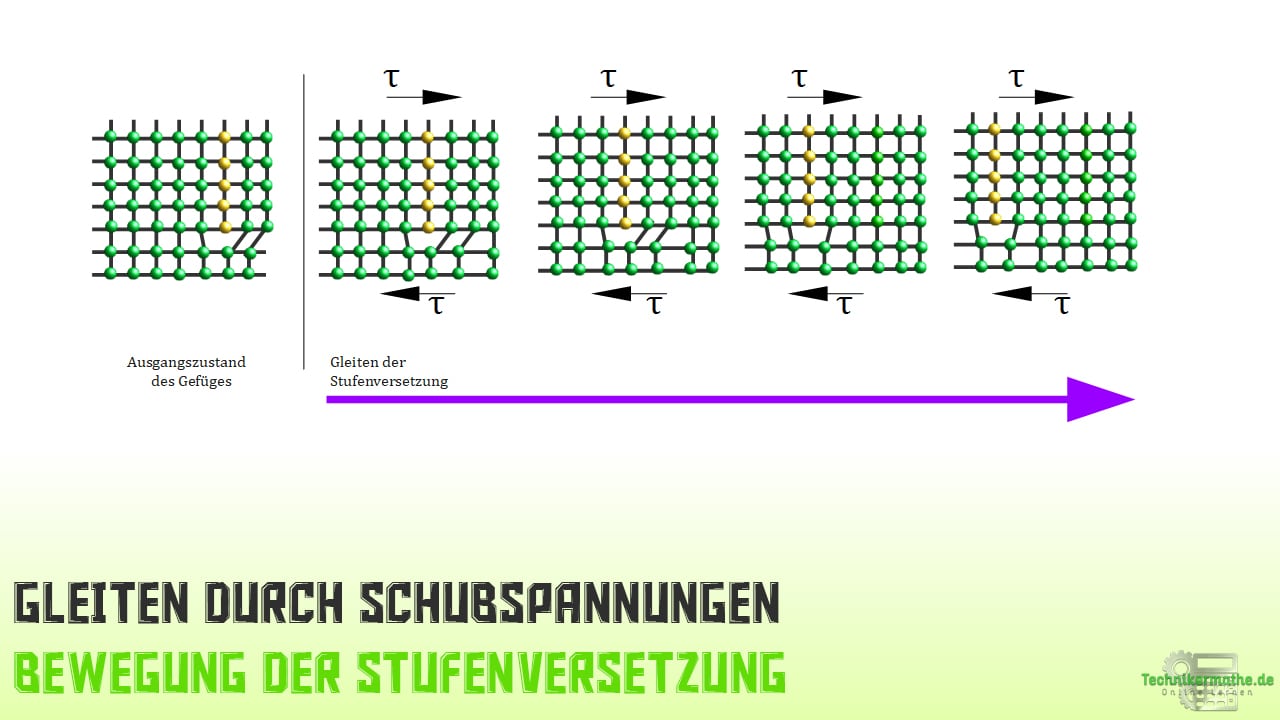
Bereits vorhandene Versetzung erhöhen die Fließspannung, da sie die Bewegung neuer Versetzungen behindern. Gleiches gilt auch für Korngrenzen, sie sind ebenfalls Hindernisse bei der Wanderung und erhöhen den Spannungswert.
Es wenn die Gesamtspannung erreicht und überschritten wird, so beginnt die Umformung des Werkstoffes.
Der Verformungswiderstand des Werkstoffes hängt von der Temperatur und der Formänderungsgeschwindigkeit ab. Je höher die Temperatur und je niedriger die Geschwindigkeit umso niedriger der Verformungswiderstand.
Verfestigung
Die Verfestigung entsteht durch das Aufstauen von Versetzungen in identischen Gleitebenen. Es entstehen Spannungsfelder, die den Verformungswiderstand erhöhen. Man kann diesen Effekt der Verfestigung bei einer Kaltumformung besonders gut beobachten.
Außerdem zeigt sich, dass eine Umformung auch mit einer Änderung der mechanischen/physikalischen Eigenschaften einhergeht. Werkstoffkennwerte aus dem Zugversuch und Härteprüfverfahren wie Brinell und Co. belegen dies. Es besteht also ein direkter Zusammenhang zwischen der Änderung der Verformung und dem Verformungsgrad.
So nimmt auch die elektrische Leitfähigkeit von Kupfer oder Aluminium nach einer Kaltumformung bis zu 5 % ab.
Überschreitet die mechanische Beanspruchung einen gewissen Wert so mündet die plastische Verformung in einem Bruch. Dieses Thema behandeln wir ausführlich in einem späteren Abschnitt diese Kurses.
Nachdem du jetzt einen Überblick zum Thema elastische Verformung und plastische Verformung erhalten hast, gehen wir im kommenden Kursabschnitt ausführlich auf die Werkstoffprüfung im Detail ein.
Was gibt es noch bei uns?
Tausende interaktive Übungsaufgaben

Quizfrage 1
Quizfrage 2
“Wusstest du, dass unter jedem Kursabschnitt eine Vielzahl von verschiedenen interaktiven Übungsaufgaben bereitsteht, mit denen du deinen aktuellen Wissensstand überprüfen kannst?”

Das erwartet dich!
Unser Dozent Jan erklärt es dir in nur 2 Minuten!
Auszüge aus unserem Kursangebot!
Hat dir dieses Thema gefallen? – Ja? – Dann schaue dir auch gleich die anderen Themen zu den Kursen
WT3 (Werkstoffprüfung) und
TM1 (Technische Mechanik – Statik) an.

Perfekte Prüfungsvorbereitung für nur 14,90 EUR/Jahr pro Onlinekurs
++ Günstiger geht’s nicht!! ++
Oder direkt >> Mitglied << werden und >> Zugriff auf alle 26 Kurse << (inkl. >> Webinare << + Unterlagen) sichern ab 7,40 EUR/Monat
++ Besser geht’s nicht!! ++
Technikermathe.de meets Social-Media



Dein Technikermathe.de-Team

